


UASB (Upflow Anaerobic Sludge Blanket) reactor design focuses on creating an upflow system for wastewater treatment that uses an ingenious design in which a dense sludge blanket to break down organic matter into biogas.
This process is not as well-known as it deserves to be, and, not surprisingly, it's not used as often as it should be!
Key Takeaways – UASB Reactors
- UASB (Upflow Anaerobic Sludge Blanket) reactors offer significant advantages including 40-60% lower energy requirements compared to aerobic systems, while producing valuable biogas as a renewable energy source.
- The core of UASB technology is the granular sludge bed which provides exceptional biomass retention, enabling treatment of high-strength industrial wastewaters at organic loading rates up to 15 kg COD/m³/day.
- Proper UASB reactor design requires careful consideration of key parameters including height-to-diameter ratio (typically 3-5:1), hydraulic retention time (6-12 hours), and upflow velocity (0.5-1.5 m/h).
- The three-phase separator is critical to UASB function, efficiently separating biogas from liquid and solid components while preventing biomass washout.
- UASB technology can reduce sludge production by up to 90% compared to aerobic treatment systems, significantly lowering disposal costs and environmental impact.
, and generates renewable biogas.")
UASB Reactors: A Powerhouse of Wastewater Treatment
UASB reactors have revolutionized wastewater treatment since their development in the late 1970s. This innovative anaerobic technology offers a powerful solution for treating high-strength industrial and municipal wastewaters while generating renewable energy. Leading wastewater engineering firms now recommend UASB technology as a first-choice option for industries with biodegradable wastewater streams, particularly in food and beverage, pulp and paper, and pharmaceutical sectors.
The fundamental principle of UASB reactors lies in their unique upflow design, where wastewater enters from the bottom and flows upward through a dense bed of anaerobic granular sludge. This configuration creates an environment where specialized microbial communities form dense, highly settleable granules with excellent treatment capabilities. Unlike conventional activated sludge systems that require energy-intensive aeration, UASB reactors operate in oxygen-free conditions, significantly reducing operational costs while producing valuable biogas.
What truly sets UASB technology apart is its ability to achieve high organic removal rates (80-95% COD reduction) at relatively short hydraulic retention times. This efficiency stems from the extremely high biomass concentration within the reactor, sometimes exceeding 40 g/L of mixed liquor suspended solids, which is several times greater than conventional systems. With proper design and operation, UASB reactors can handle organic loading rates of 4-15 kg COD/m³/day, making them ideal for industries generating concentrated wastewater streams.

“Upflow Ananerobic Sludge Blanket …” from microbewiki.kenyon.edu and used with no modifications.
What Makes UASB Reactors Different
The key distinguishing feature of UASB technology is the formation of a dense granular sludge bed that remains inside the reactor despite the continuous upward flow of wastewater. This self-immobilization of biomass eliminates the need for carrier materials or mechanical mixing devices found in other high-rate anaerobic systems. The granules form naturally through a selection process where lighter, dispersed sludge particles are washed out while heavier, well-settling aggregates are retained. These granules, typically 1-3 mm in diameter, contain diverse microbial communities working in syntrophic relationships to convert complex organic compounds to methane and carbon dioxide.
Another fundamental difference is the integrated three-phase separator located in the upper section of the reactor. This ingenious design element efficiently separates biogas, treated effluent, and any suspended solids without requiring additional equipment. The rising biogas bubbles create natural mixing patterns within the reactor, improving contact between wastewater and biomass while reducing energy requirements. This self-regulating hydraulic regime is one reason UASB reactors maintain stable performance even during fluctuating loading conditions.
How Granular Sludge Works Inside the Reactor
Granular sludge forms the biological heart of the UASB system, containing a complex ecosystem of hydrolytic, acidogenic, acetogenic, and methanogenic microorganisms arranged in a layered structure. The outer layers contain fast-growing fermentative bacteria that break down complex organics into volatile fatty acids. These acids diffuse inward, where slower-growing methanogens convert them to biogas. This spatial arrangement protects the sensitive methanogens from potential inhibitors in the wastewater while maintaining syntrophic relationships between different microbial groups. The dense structure of these granules enables extraordinarily high specific methanogenic activity, often exceeding 1 g COD/g VSS/day, which is substantially higher than that of conventional anaerobic digesters.
Essential UASB Reactor Design Components
Successful UASB operation depends on several critical design components working in harmony. Each element must be carefully engineered to maintain optimal hydraulic conditions, prevent biomass washout, and efficiently collect biogas. The reactor vessel itself is typically cylindrical or rectangular, constructed from reinforced concrete or steel with corrosion-resistant coatings. Modern UASB installations often incorporate advanced monitoring systems to track key parameters like gas production, effluent quality, and granular bed expansion.
The internal components of a UASB reactor must withstand the harsh anaerobic environment and potential corrosion from hydrogen sulfide in the biogas. Materials selection is therefore crucial, with most designers opting for stainless steel, high-density polyethylene, or fiberglass reinforced plastic for critical internal structures. Proper design also accounts for future maintenance needs, incorporating access points and isolation capabilities to allow for inspection or repair without complete system shutdown. For more detailed information, you can refer to the UASB Upflow Sludge Blanket Reactor resource.
Beyond the reactor vessel itself, a complete UASB installation includes peripheral systems for influent conditioning, effluent polishing, and biogas utilization. These may include equalization tanks to buffer flow variations, pH adjustment systems, nutrient dosing equipment, and heat exchangers for temperature control. The biogas system typically includes moisture removal, hydrogen sulfide scrubbing, and either flaring equipment or generators for energy recovery. These supporting systems are essential for optimizing overall performance and maximizing the economic and environmental benefits of the UASB technology.
- Reactor vessel (cylindrical or rectangular)
- Influent distribution system
- Three-phase separator
- Biogas collection and handling system
- Effluent withdrawal system
- Sludge sampling and discharge ports
- Monitoring and control instrumentation
![]()
“Upflow anaerobic sludge blanket …” from en.wikipedia.org and used with no modifications.
The Three-Phase Separator System
The three-phase separator represents the most critical internal component of any UASB reactor. This ingenious device, positioned in the upper portion of the reactor, efficiently separates biogas, treated effluent, and any suspended biomass particles. Its design typically features inverted V-shaped baffles that create quiet zones where gas bubbles separate from liquid, while deflector plates prevent biomass from being carried into the effluent. The separator creates a quiescent settling zone that allows any detached granules to settle back into the reaction zone rather than washing out with the effluent. Modern separators incorporate modifications to handle higher loading rates, including enlarged gas collection domes and improved settling chambers to maintain effluent quality even during peak flow conditions.
Influent Distribution System
The influent distribution system ensures uniform wastewater flow across the reactor's bottom section, preventing channeling and ensuring maximum contact with the granular sludge bed. Most designs employ multiple inlet points arranged in a grid pattern, with spacing typically 2-3 meters apart in large-scale installations. Each inlet point includes velocity-reducing features to minimize erosion of the granular bed while maintaining sufficient upflow to expand the sludge blanket. Advanced distribution systems incorporate flow equalization mechanisms to handle variations in influent rates while maintaining the critical upflow velocity between 0.5-1.5 m/hour.
Materials selection for distribution components requires careful consideration of the specific wastewater characteristics. For industrial applications with extreme pH or corrosive compounds, designers typically specify acid-resistant stainless steel, high-density polyethylene, or fiberglass reinforced plastic. The distribution system must also accommodate periodic maintenance without requiring complete reactor shutdown, with access ports and isolation valves strategically positioned to allow for cleaning of distribution pipes when necessary. For more information on the design of such systems, you can refer to the UASB and biogas upgrade design.

“Upflow Anaerobic Sludge Blanket Reactor …” from nisargindia.com and used with no modifications.
Biogas Collection Dome
The biogas collection dome captures methane-rich gas produced during the anaerobic digestion process. This component typically features a sloped design that directs biogas bubbles toward collection points while preventing gas pockets from forming within the reactor. Modern UASB installations incorporate pressure-relief mechanisms to maintain safe operating conditions even during periods of peak gas production. The collection system connects to downstream gas handling equipment, including moisture separators, hydrogen sulfide scrubbers, and either utilization equipment (generators, boilers) or safety flaring systems.
Effective biogas collection systems must handle varying production rates while maintaining consistent pressure within the reactor headspace. Undersized systems can create excessive pressure that disrupts the hydraulic regime, while oversized systems may allow oxygen intrusion that inhibits methanogenic activity. The standard design approach sizes the gas collection system based on peak theoretical gas production rates (typically 0.35 m³ biogas per kg COD removed) plus a safety factor of 20-30% to accommodate unexpected production surges.
Optimal Height-to-Diameter Ratio
The height-to-diameter ratio significantly influences UASB reactor performance, hydraulic regime, and construction costs. Most full-scale installations maintain a ratio between 3:1 and 5:1, balancing efficient biomass retention with practical construction considerations. Taller reactors promote better contact between wastewater and granular sludge while creating a more distinct separation between the active digestion zone and settling zone. However, excessive height increases construction complexity and pumping requirements, particularly for large-volume applications.
The ideal height typically falls between 4.5-7 meters for industrial applications and 3-5 meters for municipal installations. This dimensional balance allows sufficient hydraulic head for gas-liquid-solid separation while maintaining the structural integrity of the reactor. Engineers must carefully evaluate site-specific constraints, including available footprint, soil bearing capacity, and hydraulic profile of the overall treatment train when determining the optimal reactor dimensions.
The Paques Proprietary BIOPAQ®UASB
The BIOPAQ®UASB system developed by Paques represents one of the most widely implemented commercial UASB technologies, with hundreds of installations worldwide. This proprietary design features enhanced internal circulation patterns achieved through optimized separator configurations and innovative influent distribution. The system incorporates a patented tilted-plate separator design that increases settling efficiency while improving gas collection. Paques has refined this technology over decades of operational experience, achieving reliable COD removal efficiencies exceeding 90% at organic loading rates up to 15 kg COD/m³/day in ideal applications.

“BIOPAQ® UASBplus :BiogasWorld” from biogasworld.com and used with no modifications.
The Waterleau BIOTIM® UASB
Waterleau's BIOTIM® UASB technology offers another proprietary approach, featuring a modular design that facilitates capacity expansion and specialized internal hydraulics that promote granule formation. This system incorporates advanced process control systems that automatically adjust operational parameters based on real-time monitoring of key indicators including gas production, alkalinity, and effluent quality. The BIOTIM® system has demonstrated particular success in food and beverage applications, with reference installations processing wastewater from breweries, distilleries, and dairy operations at organic loading rates of 8-12 kg COD/m³/day while maintaining stable performance. For more information on how anaerobic digestion reduces landfill reliance, explore our detailed guide.

“Upflow Anaerobic Sludge Blanket …” from www.waterleau.com and used with no modifications.
Critical Design Parameters for UASB Success
Successful UASB implementation requires careful consideration of several interconnected design parameters. Each parameter influences overall performance, stability, and treatment efficiency. The optimal values vary depending on wastewater characteristics, environmental conditions, and treatment objectives. Experienced designers typically use pilot testing or bench-scale studies to validate key parameters before finalising full-scale designs, particularly for novel applications or complex industrial wastewaters.
The engineering approach to UASB design must balance theoretical principles with practical considerations, including constructability, operability, and life-cycle costs. While academic research continues to refine our understanding of optimal parameters, practical implementation requires judgment based on site-specific factors and operational constraints. The most successful installations incorporate flexibility to adjust key parameters during operation, allowing operators to optimize performance based on actual conditions rather than relying solely on design assumptions.
Hydraulic Retention Time (HRT)
Hydraulic retention time represents the average duration wastewater remains within the reactor, calculated by dividing reactor volume by influent flow rate. For most industrial applications, optimal HRT ranges from 6-12 hours, with higher-strength wastewaters requiring longer retention times. Municipal applications typically operate at the higher end of this range (10-14 hours) due to lower organic concentrations and temperature variations. The selected HRT must provide sufficient time for biological conversion processes while maintaining adequate upflow velocity to expand the sludge bed without excessive biomass washout.
HRT selection influences reactor volume requirements, capital costs, and treatment efficiency. Insufficient HRT leads to incomplete treatment and potential granule disintegration, while excessive HRT increases construction costs without proportional performance improvements. Modern UASB designs often incorporate variable-volume zones that allow HRT adjustment based on seasonal variations or changing wastewater characteristics without requiring additional infrastructure.

“Dr Basharat Mushtaq …” from www.linkedin.com and used with no modifications.
Organic Loading Rate (OLR)
Organic loading rate quantifies the mass of biodegradable material applied to the reactor per unit volume per day, typically expressed as kg COD/m³/day. Well-established UASB systems with mature granular sludge can handle OLRs of 4-15 kg COD/m³/day for readily biodegradable industrial wastewaters, significantly exceeding the 1-3 kg COD/m³/day typical of conventional anaerobic digesters. The maximum sustainable OLR depends on granule characteristics, wastewater composition, and operating temperature, with higher temperatures generally supporting higher loading rates due to increased microbial activity.
Determining the appropriate OLR requires understanding the specific degradation pathways for the target wastewater constituents. Carbohydrate-rich wastewaters (from breweries or sugar processing) typically support higher loading rates than protein or lipid-rich streams (from slaughterhouses or dairy processing) due to differences in hydrolysis rates and potential inhibitory compounds. Exceeding the sustainable OLR leads to volatile fatty acid accumulation, pH depression, and potential granule disintegration, causing system failure if not promptly addressed.
Upflow Velocity Requirements
Upflow velocity directly influences the expansion of the sludge bed, hydraulic mixing patterns, and solids retention within the reactor. Most full-scale UASB installations maintain upflow velocities between 0.5-1.5 m/hour during normal operation, with higher velocities (up to 3 m/hour) acceptable for short peak flow periods. The optimal value depends on granule size, density, and settling characteristics, with larger granules (2-3 mm) generally tolerating higher velocities than smaller aggregates. Maintaining appropriate upflow velocity ensures sufficient contact between wastewater and biomass while preventing excessive granule carryover into the settler compartment.
Engineers must design distribution systems to create uniform velocity profiles across the reactor cross-section, preventing preferential flow paths or dead zones. Computational fluid dynamics modeling increasingly supplements traditional design approaches, allowing designers to predict velocity patterns and optimize internal components before construction. Modern UASB installations often incorporate flow control mechanisms that automatically adjust influent distribution based on flow rates, maintaining target upflow velocities despite variations in hydraulic loading.
The relationship between upflow velocity and granule washout represents a critical design consideration. Excessive velocities lead to biomass loss and decreased treatment efficiency, while insufficient velocities reduce mixing and mass transfer. The optimal velocity creates a partially expanded sludge bed with clearly defined interfaces between the dense bed, expanded blanket, and clarification zones. This stratification improves overall treatment efficiency by creating microenvironments optimized for different metabolic processes within the reactor volume.
Temperature Control Considerations
Temperature significantly influences anaerobic digestion kinetics and directly impacts UASB performance. Optimal operation occurs in the mesophilic range (30-38°C), where methanogenic activity reaches its peak. At temperatures below 20°C, reaction rates decrease substantially, potentially reducing COD removal efficiency by 30-50% compared to mesophilic operation. For industrial applications with consistently warm wastewaters, such as food processing or brewing, temperature control may be minimal. However, municipal applications or facilities in cooler climates often require heat exchangers or reactor insulation to maintain suitable temperatures, particularly during winter months.
The energy balance of temperature control requires careful consideration during design. While higher temperatures increase reaction rates, the energy required for heating may offset operational benefits. Modern designs increasingly incorporate heat recovery from effluent or biogas utilization systems to improve overall energy efficiency. Some installations employ underground construction to utilize geothermal stability, reducing temperature fluctuations without additional energy inputs. For applications where heating is impractical, designers compensate with longer HRTs and larger reactor volumes to maintain treatment performance despite reduced microbial activity.
pH and Alkalinity Balance
Maintaining appropriate pH and alkalinity levels is essential for stable UASB operation. Methanogens function optimally between pH 6.8-7.4, while acidogenic bacteria can operate effectively at lower pH values. This difference creates a potential imbalance where rapid acidification can inhibit methanogenesis, leading to system failure if not properly managed. Sufficient alkalinity (typically 1000-3000 mg/L as CaCO₃) provides buffering capacity that prevents rapid pH changes during loading fluctuations. For wastewaters with limited natural alkalinity, supplemental dosing using sodium bicarbonate, sodium hydroxide, or calcium hydroxide may be required, particularly during startup and high-loading periods.
Alkalinity monitoring serves as an early warning system for potential process imbalances. A declining alkalinity-to-volatile acid ratio indicates accumulating acids that may eventually overcome buffer capacity and depress pH. Modern UASB installations incorporate online pH monitoring with automated dosing systems that maintain optimal conditions despite influent variations. The alkalinity requirement increases with OLR and is particularly important for wastewaters containing high protein or sulfate concentrations, which generate additional acidity during degradation.
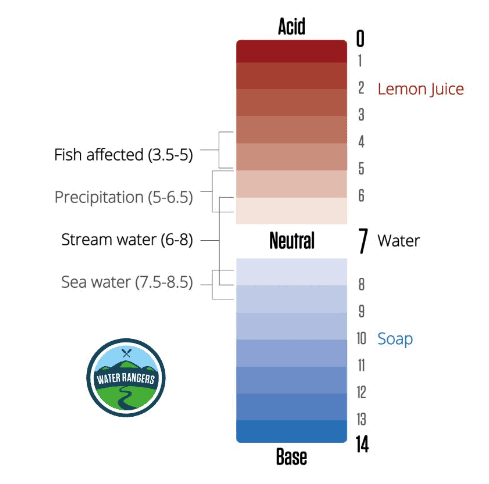
“Water chemistry: acids, bases, pH and …” from waterrangers.com and used with no modifications.
UASB Process Operation: From Startup to Steady State
Proper UASB startup represents perhaps the most critical phase in establishing successful long-term operation. This period focuses on developing a dense, active granular sludge bed capable of high-rate treatment. The startup process typically requires 2-4 months, though this period can extend to 6 months for complex wastewaters or when starting without pre-granulated seed sludge. The methodical approach to startup involves gradually increasing organic loading while maintaining stable pH, temperature, and upflow conditions conducive to granule formation.
Startup success directly influences long-term treatment capacity and system stability. Rushed startup procedures often lead to poor granulation, biomass washout, or dominance by non-ideal microbial communities. Patient, methodical approaches during this initial phase yield substantial benefits throughout the reactor's operational life. Experienced operators monitor key parameters including volatile fatty acids, biogas composition, and effluent quality to assess progress through startup phases and make appropriate adjustments to feeding strategies and operating conditions.
Step 1: Seeding and Inoculation
The seeding phase establishes initial biomass within the reactor, ideally using anaerobic granular sludge from an existing UASB system treating similar wastewater. When granular sludge is unavailable, alternatives include digested sludge from municipal anaerobic digesters, septic tank sludge, or cattle manure, though these require longer adaptation periods. The optimal seeding volume provides 10-15 g VSS/L of reactor volume, typically filling 20-30% of the reactor with inoculum. After seeding, the reactor remains in recirculation mode for 24-48 hours to allow biomass acclimation before introducing wastewater at low loading rates.
Step 2: Granule Formation Period
During this critical phase, operating conditions specifically promote the selection and development of granular biomass. The reactor maintains low organic loading (0.5-2 kg COD/m³/day) while upflow velocity creates hydraulic selection pressure favoring particles with good settling characteristics. Gradually, dispersed biomass forms aggregates through various mechanisms including microbial self-immobilization, extracellular polymer production, and selection of syntrophic microbial consortia. Visual inspection of sludge samples during this period reveals the progression from fluffy, irregular flocs to dense, spherical granules with clear boundaries and increasing size.
The granulation process depends on both biological and physical factors. Wastewater composition influences granule development, with carbohydrate-rich wastewaters generally supporting faster granulation than protein or lipid-dominant streams. Calcium and other divalent cations promote granulation by forming bridges between negatively charged bacterial surfaces and extracellular polymers. Operators monitor settling velocity and sludge volume index during this period, with improving values indicating successful progression toward granular biomass development.
Step 3: Loading Rate Increase
As granule formation progresses, operators gradually increase organic loading rates while monitoring key performance indicators. Typical loading increments range from 0.5-1 kg COD/m³/day every 1-2 weeks, with advancement contingent on stable performance at the current loading level. Critical monitoring parameters during this phase include biogas production rate, biogas methane content, volatile fatty acid concentrations, and effluent COD. The development of methanogenic activity, indicated by increasing gas production with methane content exceeding 60%, signals successful progression toward treatment capacity.
This phase requires careful balance between pushing the system toward its design capacity while avoiding overloading that could destabilize the developing granular bed. The loading increase follows a sigmoid pattern, with slower progression during early and late phases and more rapid increases during the middle period when granule development accelerates. Throughout this process, operators maintain optimal pH (6.8-7.4) and temperature conditions to support methanogenic activity, adding supplemental alkalinity if necessary to prevent acidification during loading increases.
Step 4: Reaching Stable Operation
The final startup phase achieves design loading rates while maintaining stable performance indicators. The mature granular bed typically occupies 40-60% of reactor volume, with individual granules reaching 1-3 mm diameter and demonstrating excellent settling properties (settling velocities >25 m/h). Gas production stabilizes at theoretical yields (0.35 m³ biogas per kg COD removed) with consistent methane content (65-75%). Effluent quality meets design specifications with COD removal typically exceeding 85% for suitable industrial wastewaters. The system demonstrates resilience to minor loading fluctuations without significant performance deterioration. For more detailed information on UASB reactors, you can visit this comprehensive guide.
Upon reaching stable operation, the focus shifts to optimization and maintenance of granular sludge quality. Regular monitoring continues but at reduced frequency, with emphasis on early detection of potential issues including granule disintegration, excessive biofilm growth, or inorganic precipitation. Operators establish baseline performance metrics for key parameters, creating thresholds for intervention if deviations occur. This proactive approach to system monitoring maintains stable performance while preventing cascading failures that could require complete restart of the granulation process.
Advanced UASB Reactor Variations
Continuous innovation has led to several advanced variations on the basic UASB design, each addressing specific limitations of conventional systems. These modifications enhance performance for particular applications while maintaining the fundamental principles of anaerobic granular sludge treatment. Engineers select the appropriate variation based on wastewater characteristics, treatment objectives, and site-specific constraints. While conventional UASB technology remains suitable for many applications, these advanced systems offer compelling advantages for challenging wastewaters or where enhanced performance justifies additional investment.
Expanded Granular Sludge Bed (EGSB) Reactors
EGSB reactors represent an evolution of UASB technology that employs significantly higher upflow velocities (5-10 m/h) to create greater bed expansion and improved wastewater-biomass contact. This design typically features increased height-to-diameter ratios (5:1 to 20:1), creating a taller, narrower reactor configuration. The higher velocities are achieved through effluent recirculation, allowing treatment of lower-strength wastewaters that would provide insufficient organic loading in conventional UASB systems. EGSB technology demonstrates particular advantages for cold wastewaters (10-20°C) where the enhanced mixing compensates for reduced reaction kinetics, achieving COD removals 15-25% higher than conventional UASB under comparable conditions.
Internal Circulation (IC) Reactors
IC reactors utilize an innovative two-stage design with internal biogas-driven recirculation, effectively creating one reactor stacked above another. Biogas collected from the first (lower) stage drives an airlift system that recirculates effluent and biomass, creating significantly higher upflow velocities without external pumping. This configuration enables treatment at extremely high organic loading rates (15-30 kg COD/m³/day) while maintaining excellent biomass retention through multiple separation stages. Industrial applications of IC technology demonstrate reliable performance at volumetric loading rates 2-3 times higher than conventional UASB systems, significantly reducing required footprint and capital costs for high-strength wastewater treatment.
The biogas-driven circulation creates self-regulating hydraulic patterns that automatically adjust to loading variations. During high loading periods, increased gas production generates stronger circulation that enhances mixing and substrate distribution. This inherent responsiveness provides operational stability without complex control systems, particularly valuable for industrial applications with variable discharge patterns. The two-stage configuration also creates zones optimized for different metabolic functions, with acidogenesis predominating in the lower stage and methanogenesis in the upper stage, improving overall conversion efficiency for complex organic compounds.

“Schematic diagram of an Internal Circulation (IC) UASB Reactor…” from www.researchgate.net and used with no modifications.
Static Granular Bed Reactors (SGBR)
SGBR technology inverts the conventional UASB flow pattern, utilizing downflow configuration with an underdrain system below the granular bed. This arrangement eliminates the need for gas-solid-liquid separation devices while achieving comparable or superior treatment performance. The downflow pattern creates a more uniform hydraulic regime with reduced channeling potential, particularly beneficial for wastewaters containing particulate organic matter. SGBR systems demonstrate exceptional biomass retention, operating at shorter HRTs (4-8 hours) than conventional UASB while maintaining high treatment efficiency even during hydraulic and organic loading fluctuations.
The simplified design reduces construction complexity and maintenance requirements while improving operational stability. Without the three-phase separator, SGBR systems can accommodate higher suspended solids concentrations without risking separator clogging or foam entrapment issues sometimes encountered in conventional UASB installations. Research applications have demonstrated effective COD removal (85-95%) for various wastewaters including dairy processing, slaughterhouse effluent, and municipal streams, with particularly strong performance for particulate-rich wastewaters that challenge conventional upflow systems.

“The static granular bed reactor (SGBR …” from www.researchgate.net and used with no modifications.
Top 5 UASB Reactor Advantages
UASB technology offers compelling advantages over conventional aerobic treatment systems, particularly for medium to high-strength biodegradable wastewaters. These benefits derive from the fundamental principles of anaerobic digestion combined with the unique features of granular sludge development and retention. While not suitable for every application, UASB technology provides an optimal solution for many industrial sectors generating biodegradable wastewater streams with COD concentrations exceeding 1,000 mg/L. Understanding these advantages helps engineers select appropriate technology for specific treatment challenges while maximizing economic and environmental benefits.
1. Lower Energy Requirements
UASB systems operate with 40-60% lower energy consumption than comparable aerobic treatment processes. This dramatic reduction stems primarily from eliminating aeration requirements, which typically represent 50-70% of total energy consumption in activated sludge systems. The energy advantage becomes particularly significant for high-strength wastewaters where oxygen transfer limitations constrain aerobic treatment efficiency. Additional energy savings come from reduced pumping and mixing requirements, as the natural biogas production creates internal mixing patterns that improve contact between wastewater and biomass without mechanical assistance.
Beyond direct operational savings, UASB systems often achieve net energy production through biogas utilization. For high-strength industrial applications, the energy value of recovered biogas typically exceeds the operational energy requirements of the entire treatment system, creating energy self-sufficiency or even net export capacity. This advantage aligns perfectly with growing emphasis on resource recovery and circular economy principles in wastewater treatment design.
2. Biogas Recovery and Utilization
UASB reactors efficiently convert organic pollutants to methane-rich biogas containing 65-75% CH₄. This renewable energy resource can be utilized through various pathways including direct boiler combustion, electricity generation via combined heat and power systems, or upgrading to biomethane for natural gas grid injection or vehicle fuel. Typical yields range from 0.3-0.4 m³ biogas per kg COD removed, representing significant energy value from what would otherwise be a waste treatment cost. For food processing industries with high-strength wastewaters, biogas production can offset 30-100% of facility natural gas consumption, creating substantial operational savings while reducing greenhouse gas emissions.
Modern biogas utilization systems incorporate advanced treatment technologies to remove hydrogen sulfide, moisture, and siloxanes, producing clean fuel suitable for sensitive applications including internal combustion engines and fuel cells. The economic viability of these systems continues to improve with technological advances and increasing energy costs, expanding the range of applications where biogas recovery provides compelling returns on investment. Beyond direct energy value, biogas utilization often qualifies for renewable energy credits, carbon offset benefits, or other incentive programs that further enhance the financial proposition of UASB technology.
3. Reduced Sludge Production
UASB technology produces 80-90% less excess sludge than aerobic treatment processes treating equivalent organic loads. This dramatic reduction stems from the fundamentally lower biomass yield coefficient of anaerobic metabolism (0.05-0.15 g VSS/g COD) compared to aerobic processes (0.4-0.5 g VSS/g COD). For industrial facilities, reduced sludge production translates directly to lower disposal costs, simplified handling requirements, and reduced environmental impact associated with sludge management. The excess sludge that is produced has undergone extensive stabilization within the reactor, resulting in excellent dewaterability and significantly reduced odor potential compared to primary or waste activated sludge.
Beyond quantity reduction, UASB sludge demonstrates superior quality characteristics for disposal or beneficial use. The well-stabilized biomass typically contains higher nutrient concentrations and lower pathogen levels than aerobic sludges, improving its value as agricultural amendment where permitted by regulations. For industrial applications where land application is impractical, the reduced volume and improved dewatering characteristics minimize transportation and disposal costs, often representing savings of 70-85% compared to aerobic treatment alternatives.
4. Smaller Footprint Than Aerobic Systems
UASB reactors achieve equivalent treatment in 25-40% of the volume required for conventional activated sludge systems through higher biomass concentrations and volumetric loading rates. This compact footprint provides significant advantages for installations with space constraints or high land costs. The vertical design efficiently utilizes available space, with typical reactor heights of 4.5-7 meters maximizing treatment capacity per unit of land area. For industrial applications, the reduced footprint often allows installation within existing facility boundaries, avoiding land acquisition costs or complex permitting processes associated with site expansion. Learn more about the UASB reactor design and its benefits.
The space efficiency extends beyond the reactor itself to include reduced requirements for secondary clarification, sludge handling facilities, and aeration infrastructure. Complete UASB installations typically occupy 30-50% less total area than comparable aerobic treatment systems when considering all process components. This advantage becomes particularly significant in urban or industrial settings where available space represents a critical constraint on infrastructure development. For expanding facilities, the compact design often allows capacity increases within existing treatment plant boundaries, avoiding costly site expansion.
5. Effective Treatment of High-Strength Wastewater
UASB technology excels at treating high-strength industrial wastewaters with COD concentrations of 2,000-20,000 mg/L, a range where conventional aerobic treatments encounter oxygen transfer limitations and excessive sludge production. The anaerobic process efficiently converts high concentrations of soluble organics to biogas without the oxygen transfer constraints inherent to aerobic systems. This capability makes UASB particularly suitable for food and beverage processing wastewaters, including brewery, distillery, dairy, and sugar processing effluents. Performance data from full-scale installations demonstrate consistent COD removal efficiencies of 80-95% for these applications, even at organic loading rates exceeding 10 kg COD/m³/day.
The effectiveness extends to wastewaters containing complex organic compounds that challenge other treatment technologies. The diverse microbial community within mature granular sludge produces a broad spectrum of hydrolytic enzymes capable of breaking down proteins, lipids, and complex carbohydrates. This metabolic diversity allows effective treatment of mixed industrial wastewaters without requiring extensive pre-treatment or stream separation. The system demonstrates remarkable stability when treating variable strength wastewaters, accommodating load fluctuations of ±50% without significant performance deterioration once mature granular sludge is established.
Limitations and Challenges of UASB Technology
While UASB reactors offer significant advantages for many applications, they also present limitations and challenges that require careful consideration during technology selection and design. Understanding these constraints helps engineers develop appropriate implementation strategies and avoid applications where fundamental limitations might compromise performance. Many challenges can be addressed through proper design, operation, and integration with complementary treatment processes, but some inherent limitations restrict the applicability of stand-alone UASB technology for certain wastewaters or treatment objectives.
Nutrient Removal Constraints
UASB reactors provide minimal removal of nitrogen and phosphorus compounds, with typical removal efficiencies below 15% for both nutrients. This limitation stems from the fundamental nature of anaerobic metabolism, which lacks the biological pathways for nitrification, denitrification, or enhanced biological phosphorus removal found in aerobic and anoxic processes. For applications requiring nutrient removal to meet discharge standards, UASB technology requires complementary post-treatment processes specifically designed for nutrient management. Common approaches include sequencing batch reactors, constructed wetlands, or membrane bioreactors that provide the aerobic and anoxic conditions necessary for complete nutrient cycling.
The nutrient limitation becomes particularly significant for municipal applications or industrial wastewaters with high nitrogen content, such as slaughterhouse or certain food processing effluents. In these cases, the economic advantage of UASB technology must be evaluated against the additional costs of implementing effective post-treatment for nutrient control. Integrated system design can optimize overall performance by utilizing the UASB reactor for primary organic removal while dedicating downstream processes specifically to nutrient management, often achieving more efficient overall treatment than either technology alone.
Low-Temperature Performance Issues
UASB performance deteriorates significantly at temperatures below 20°C, with reaction rates and treatment efficiency declining approximately 10-12% for each 5°C reduction. At temperatures below 15°C, methanogens become particularly inhibited, potentially reducing COD conversion to methane by 40-60% compared to mesophilic operation. This temperature sensitivity limits direct application in cold climates, particularly for dilute wastewaters that provide insufficient thermal mass to maintain reactor temperature. Applications in temperate regions often require seasonal operational adjustments, including reduced loading rates during winter months or supplemental heating to maintain adequate treatment performance.
Several approaches address temperature limitations, though each introduces additional complexity or operational costs. Insulation and partial heating can maintain suitable operating temperatures for concentrated wastewaters where energy recovery from biogas offsets heating requirements. Advanced variations including EGSB and IC reactors perform better at reduced temperatures through enhanced hydraulic mixing, achieving acceptable treatment at temperatures 3-5°C lower than conventional UASB systems. For applications in consistently cold regions, anaerobic technology selection might favor alternative approaches including anaerobic filters or membrane bioreactors that demonstrate better cold-temperature performance despite higher complexity.
Startup Time Requirements
The extended startup period required for UASB reactors represents a significant practical challenge, particularly for seasonal industries or applications requiring rapid implementation. Developing mature granular sludge typically requires 2-4 months under optimal conditions, with periods of 6-8 months not uncommon for complex wastewaters or when starting without granular seed sludge. During this extended startup phase, treatment performance remains below design specifications, potentially requiring alternative treatment arrangements to meet discharge requirements. This constraint creates particular challenges for new facilities without existing treatment infrastructure or seasonal operations that cannot accommodate extended commissioning periods.
Modern approaches to accelerate startup include using pre-granulated seed sludge from established UASB installations, though availability and transportation logistics often limit this option. Proprietary granulation enhancement techniques including specific feeding regimes, carrier material addition, or bioaugmentation with selected microbial consortia can reduce startup periods by 30-50% under favorable conditions. Despite these advances, the biological nature of granule development still requires significant time compared to physical or chemical treatment processes, representing an inherent constraint that must be accommodated in implementation planning.
Real-World Applications of UASB Reactors
UASB technology has demonstrated successful full-scale implementation across diverse industries and geographical regions. These real-world applications provide valuable insights into performance capabilities, operational challenges, and economic benefits under varied conditions. Case studies reveal both the strengths and limitations of the technology when applied to specific wastewater challenges, offering practical guidance for future implementations. The technology continues to evolve through lessons learned from operational experience, with newer installations incorporating design refinements that address limitations observed in earlier applications. Additionally, anaerobic digestion helps reduce landfill reliance, making it a sustainable choice for waste management.
Food and Beverage Industry Success Stories
The food and beverage sector represents the most widespread and successful application of UASB technology, with hundreds of installations worldwide treating wastewaters from breweries, distilleries, soft drink production, dairy processing, and other food manufacturing facilities. A particularly notable example is the New Belgium Brewing Company installation in Colorado, which utilizes a 1,500 m³ UASB reactor to treat brewery wastewater with influent COD ranging from 2,000-6,000 mg/L. This system consistently achieves 85-90% COD removal while producing biogas that supplies approximately 15% of the facility's total energy needs. The brewery utilizes a membrane bioreactor as post-treatment to address nutrient requirements and produce water suitable for non-potable reuse, demonstrating effective integration of anaerobic and aerobic technologies to maximize both treatment performance and resource recovery.
In the dairy sector, Arla Foods implemented a two-stage UASB system at their Vimmerby cheese production facility in Sweden, treating whey-containing wastewater with COD concentrations exceeding 10,000 mg/L. This installation achieves over 90% COD reduction while producing 8,000-10,000 m³ of biogas daily, providing steam for process heating and reducing the facility's natural gas consumption by approximately 25%. The system has operated successfully for over a decade, demonstrating the long-term stability and economic benefits possible with properly designed and operated UASB technology. Similar success stories appear across various food processing sectors, with particular prevalence in regions combining industrial food production with supportive regulatory frameworks for renewable energy utilization.
Municipal Wastewater Treatment in Tropical Regions
UASB technology has gained significant traction for municipal wastewater treatment in tropical and subtropical regions, particularly in Latin America and India. Brazil leads implementation with over 200 full-scale UASB plants treating municipal sewage, serving communities ranging from small towns to metropolitan areas. The Onça WWTP in Belo Horizonte represents one of the largest applications, with multiple UASB reactors treating approximately 2 m³/s of municipal wastewater. These systems typically achieve 65-75% COD removal and 70-80% BOD removal at HRTs of 6-10 hours, providing effective primary treatment at significantly lower costs than conventional activated sludge systems. The technology's minimal energy requirements and reduced sludge production offer particular advantages in regions with limited resources for wastewater infrastructure operation and maintenance.
While municipal applications demonstrate good performance for organic removal, most installations require post-treatment to meet comprehensive discharge standards, particularly for nutrients and pathogens. Common post-treatment configurations include polishing ponds, constructed wetlands, or simplified aerobic processes that complete the treatment without the energy intensity of conventional activated sludge. The Salitre WWTP in Bogotá, Colombia exemplifies this approach, combining UASB technology with constructed wetlands to achieve comprehensive treatment meeting stringent discharge requirements while minimizing operational complexity and energy consumption. This integrated approach has proven particularly valuable for rapidly developing regions seeking to expand wastewater treatment coverage while minimizing both capital and operational costs.
Industrial Wastewater Case Studies
Beyond food and beverage applications, UASB technology has successfully treated wastewaters from diverse industrial sectors including pulp and paper, textile processing, chemical manufacturing, and pharmaceutical production. The Mondi Kraft Paper Mill in South Africa implemented a 5,000 m³ UASB reactor treating paper mill effluent with COD concentrations of 3,000-5,000 mg/L. Despite challenges including lignin compounds generally considered recalcitrant to anaerobic treatment, the system achieves 75-80% COD removal while generating biogas utilized for process steam generation. This application demonstrates the technology's capability to handle complex industrial wastewaters containing compounds traditionally considered challenging for biological treatment, similar to the challenges faced by the biogas industry in South Korea.
In the pharmaceutical sector, GlaxoSmithKline's manufacturing facility in Singapore utilizes UASB technology as the primary treatment for high-strength process wastewaters containing both conventional organics and pharmaceutical intermediates. The system achieves consistent COD removal exceeding 80% while significantly reducing toxic compounds through co-metabolic degradation within the diverse microbial community of the granular sludge. This application highlights the technology's potential for treating challenging industrial wastewaters beyond traditional food processing applications. Similar successful applications appear in chemical manufacturing, textile processing, and petrochemical facilities, though these often require careful evaluation of potential inhibitory compounds and may involve specialized granule development processes to establish appropriate microbial communities.
Post-Treatment Options for UASB Effluent
UASB effluent typically requires further treatment to meet comprehensive discharge standards, particularly for nutrients, pathogens, and residual dissolved organics. Effective post-treatment selection depends on final water quality objectives, available resources, and site-specific constraints. The most successful implementations integrate UASB technology within a treatment train specifically designed to leverage anaerobic strengths while addressing inherent limitations through complementary processes. This integrated approach maximizes overall treatment efficiency while minimizing resource requirements and operational complexity.
The selection of appropriate post-treatment technology significantly influences overall system economics and performance reliability. While UASB technology provides cost-effective primary treatment, inadequate or poorly matched post-treatment can compromise final water quality or negate the operational advantages of the anaerobic stage. Experienced designers evaluate post-treatment options based on comprehensive life-cycle analysis rather than focusing exclusively on capital costs or conventional approaches. This holistic perspective often leads to innovative combinations that achieve superior overall performance compared to traditional treatment configurations.
Emerging trends in post-treatment selection increasingly emphasize resource recovery and reuse potential beyond basic compliance with discharge standards. Advanced configurations may incorporate features specifically designed to facilitate water reuse, nutrient recovery, or production of value-added products from treatment byproducts. This evolution reflects growing recognition of wastewater as a resource stream rather than a waste management challenge, aligning treatment objectives with broader sustainability and circular economy principles.
Comparison of Common Post-Treatment Options for UASB Effluent
Technology BOD/COD Removal Nutrient Removal Pathogen Reduction Space Requirements Energy Consumption Operational Complexity Activated Sludge High (90-95%) Moderate to High Moderate Moderate High High Stabilization Ponds Moderate (70-80%) Moderate High Very High Very Low Low DHS System High (85-95%) Moderate High Low Low Low Constructed Wetlands Moderate (75-85%) Moderate to High High High Very Low Very Low Membrane Bioreactor Very High (95-98%) High Very High Low High High
Aerobic Polishing Systems
Conventional aerobic processes including activated sludge, sequencing batch reactors, and moving bed biofilm reactors represent common post-treatment options for UASB effluent. These systems effectively remove residual soluble organics while providing conditions necessary for nitrification and denitrification. The aerobic stage typically operates at significantly reduced loading compared to stand-alone implementation, as the UASB reactor removes 70-85% of the original organic load. This load reduction allows smaller aerobic reactors with lower energy requirements than conventional activated sludge systems, while still achieving comprehensive treatment. Advanced configurations may incorporate enhanced biological phosphorus removal or specialized nitrification-denitrification sequences to maximize nutrient removal without chemical addition.
Downflow Hanging Sponge (DHS) Systems
DHS technology represents an innovative, low-energy approach to UASB effluent polishing, particularly suitable for applications with limited resources or operational capacity. The system consists of polyurethane foam modules suspended in vertical alignment, creating a trickling filter-like process with significantly higher biomass retention. As UASB effluent flows downward through the sponge media, attached aerobic biofilms remove residual organics and convert ammonia to nitrate through passive aeration without blowers or diffusers. Full-scale implementations in India and Egypt demonstrate BOD removal exceeding 85% and ammonia reduction of 70-90% while operating without mechanical aeration, achieving effluent quality comparable to activated sludge systems at approximately 10% of the energy requirement.
The exceptional biomass retention capacity of DHS systems (20-25 g/L) enables effective treatment at short HRTs (1-3 hours), minimizing required footprint despite the absence of recirculation or mechanical mixing. This technology demonstrates particular promise for decentralized applications or facilities in developing regions, where operational simplicity and minimal energy requirements outweigh absolute performance considerations. Recent innovations incorporate enhanced nitrogen removal through recirculation patterns that promote simultaneous nitrification-denitrification, expanding the technology's capability to address comprehensive treatment requirements without proportional increases in complexity or resource demands. For more insights on global biogas industry growth, explore South Korea's biogas industry growth opportunities.
Constructed Wetlands Integration
Constructed wetlands provide a nature-based solution for UASB effluent polishing, combining effective treatment with aesthetic and ecological benefits. These engineered ecosystems utilize plants, substrates, and microbial communities to remove residual organics, nutrients, and pathogens through various physical, chemical, and biological mechanisms. Horizontal subsurface flow wetlands typically achieve 75-85% BOD removal and 40-60% nitrogen reduction when treating UASB effluent, with phosphorus removal varying based on substrate composition and retention time. The minimal energy requirements and operational simplicity make this approach particularly attractive for small to medium-scale applications, rural communities, or installations where landscape integration provides additional value.
Advanced wetland configurations incorporate multiple stages with varied flow patterns and vegetation types to optimize specific treatment objectives. Hybrid systems combining vertical and horizontal flow paths enhance nitrogen removal through sequential nitrification and denitrification, while engineered media additions improve phosphorus adsorption capacity. Recent innovations include aerated wetlands that incorporate limited artificial aeration to boost treatment capacity while maintaining the fundamental simplicity and resilience characteristic of wetland systems. These versatile ecosystems often provide supplementary benefits including wildlife habitat, recreational amenities, or educational opportunities, enhancing their value beyond conventional treatment metrics.
Implementing UASB Technology: Key Steps for Success
Successful UASB implementation requires systematic planning and execution beginning with comprehensive wastewater characterization and feasibility assessment. The implementation process typically spans 18-24 months from initial evaluation to operational startup, with each phase building on previous steps to ensure alignment with treatment objectives and site-specific constraints. Experienced implementation teams anticipate and address potential challenges during design rather than discovering issues during construction or startup, when modifications become exponentially more costly and disruptive.
Site-Specific Design Considerations
Effective UASB design requires thorough evaluation of site-specific factors that influence both construction and long-term operation. Geotechnical conditions determine appropriate foundation design, particularly important for tall reactor structures with significant weight when operational. Hydraulic profile analysis ensures gravity flow through treatment stages where possible, minimizing pumping requirements and associated operational costs. Climate conditions influence insulation requirements, potential for temperature fluctuations, and biogas handling considerations, with cold-weather installations requiring additional measures to maintain mesophilic conditions. Available footprint, expansion potential, and proximity to sensitive receptors (particularly for odor considerations) further constrain design options and influence technology selection among UASB variations.
Wastewater Characterization Requirements
Comprehensive wastewater characterization forms the foundation for successful UASB design, identifying potential challenges and informing key design parameters. Beyond conventional parameters (COD, BOD, TSS), effective characterization includes biodegradability assessment through biochemical methane potential (BMP) testing, which quantifies expected biogas production and identifies potential inhibitory compounds. Detailed analysis of protein, lipid, and carbohydrate fractions helps predict hydrolysis rates and potential foaming issues, while sulfate concentration determines hydrogen sulfide production potential and possible competition with methanogenesis. Temporal variability assessment through extended sampling campaigns captures seasonal fluctuations, production cycles, and potential shock loads that influence design safety factors and control requirements.
For industrial applications, comprehensive characterization includes toxicity screening for compounds potentially inhibitory to anaerobic processes, including heavy metals, chlorinated organics, and certain cleaning chemicals. This screening identifies pretreatment requirements or operational constraints necessary for successful implementation. Pilot testing provides the most reliable characterization approach for complex or novel wastewaters, allowing direct observation of treatment performance, granulation potential, and operational challenges under controlled conditions before committing to full-scale implementation. The investment in thorough characterization typically represents less than 5% of total project costs while significantly reducing performance risks and design uncertainties. For more insights, you can explore how anaerobic digestion in wastewater treatment plays a crucial role in managing these challenges.
Monitoring and Control Systems
Effective monitoring and control systems provide the operational intelligence necessary for stable UASB performance while enabling early detection of potential issues before they impact treatment efficiency. Modern installations incorporate online monitoring for key parameters including influent flow rate, pH, temperature, biogas production rate, and biogas composition. Advanced systems add volatile fatty acid monitoring, either through online analyzers or automated sampling systems that facilitate regular laboratory analysis. These monitoring capabilities allow operators to detect incipient imbalances between acidogenesis and methanogenesis, typically the earliest indicator of process upset, allowing corrective action before effluent quality deteriorates. For more insights, explore the role of anaerobic digestion in wastewater treatment.
Operation and Maintenance Best Practices
Successful long-term operation depends on systematic maintenance practices and operating procedures that maintain granular sludge quality while preventing infrastructure deterioration. Regular sludge bed profiling, typically performed monthly, monitors granule size distribution, settling properties, and activity, identifying trends that might indicate developing issues. Periodic sludge wasting removes accumulated inerts and maintains optimal bed density, with frequency determined by influent characteristics and observed accumulation rates. Biogas system maintenance includes regular inspection and cleaning of moisture traps, pressure relief devices, and downstream utilization equipment, preventing corrosion and ensuring safe operation.
Operational protocols establish standard responses to common challenges including organic overloading, temperature fluctuations, or influent toxicity events. These procedures typically include incremental loading reduction, supplemental alkalinity addition, or temporary recirculation to stabilize reactor conditions until the underlying issue resolves. Comprehensive training ensures operators understand both routine procedures and emergency response protocols, while detailed documentation and trend analysis support continuous improvement in operational practices. Successful facilities typically maintain collaborative relationships with technology providers or wastewater treatment specialists who can provide troubleshooting assistance for unusual challenges or system optimization guidance as operating conditions evolve.
Future of UASB Technology: Innovations and Trends
UASB technology continues to evolve through research innovations and operational experience feedback loops. Current development focuses on addressing traditional limitations while expanding application potential through technical refinements and innovative combinations with complementary processes. Emerging trends include enhanced granulation techniques that reduce startup periods by 40-60% through carrier material addition or bioaugmentation with selected microbial consortia. These approaches potentially overcome one of the technology's most significant practical limitations, making UASB implementation more feasible for seasonal operations or facilities requiring rapid commissioning.
Advanced process integration represents another significant trend, with researchers and engineers developing novel combinations that leverage UASB strengths while addressing inherent limitations through complementary processes. Examples include membrane-coupled anaerobic systems that provide complete physical barrier for biomass retention, allowing operation at extremely short HRTs while producing high-quality effluent. Bioelectrochemical enhancement shows promise for improving methane production while potentially enabling direct electricity generation through microbial electrochemical processes. As climate and energy considerations increasingly influence technology selection, UASB variants will likely gain further prominence as water professionals seek treatment approaches that minimize energy consumption while maximizing resource recovery potential from wastewater streams.
Frequently Asked Questions
The following questions address common inquiries about UASB technology implementation and operation. These responses provide general guidance based on industry experience but should be supplemented with site-specific analysis for particular applications. Wastewater characteristics, regulatory requirements, and operational constraints vary substantially between installations, requiring customized evaluation beyond general principles presented here. Consulting with experienced designers and operators familiar with similar applications provides valuable perspective during technology evaluation and implementation planning.
For complex applications or novel wastewater streams, pilot testing represents the most reliable approach to resolving uncertainties and validating design assumptions. Even small-scale pilot operations (50-100 liters) can provide crucial insights regarding treatment efficiency, granulation potential, and potential inhibitory effects specific to the target application. This empirical data significantly reduces implementation risks while potentially identifying optimization opportunities not apparent from general principles or laboratory analysis alone.
What wastewater types work best with UASB reactors?
UASB technology performs optimally with medium to high-strength biodegradable wastewaters (COD 1,500-20,000 mg/L) containing primarily soluble organics with limited inhibitory compounds. Carbohydrate-rich wastewaters from food processing, breweries, distilleries, and beverage production represent ideal applications, typically achieving COD removal efficiencies of 85-95% at organic loading rates of 8-15 kg COD/m³/day. Wastewaters containing significant protein or lipid fractions also perform well but may require lower loading rates (5-10 kg COD/m³/day) and longer HRTs to accommodate slower hydrolysis rates. Municipal wastewaters can be effectively treated but represent lower-end applications due to dilute nature (COD typically 400-800 mg/L) and lower operating temperatures, particularly in temperate regions. For more detailed information, you can refer to this UASB reactor guide.
How long does a typical UASB reactor startup take?
Typical UASB startup periods range from 2-4 months when using granular seed sludge and treating readily biodegradable wastewaters under optimal conditions. This period extends to 4-6 months when using non-granular seed sources such as digested municipal sludge, and may reach 6-8 months for complex industrial wastewaters or when operating under suboptimal temperature conditions. The startup timeline follows a sigmoidal pattern, with slow initial progress during microbial acclimation, followed by accelerated granule development and performance improvement during the middle phase, then gradual approach to design specifications during final stabilization. Various approaches can accelerate this process, including specialized feeding regimes, carrier material addition, or bioaugmentation with selected microbial consortia, potentially reducing startup periods by 30-50% under favorable conditions.
Can UASB reactors operate in cold climates?
UASB performance deteriorates significantly at temperatures below 20°C, with treatment efficiency declining approximately 10-12% for each 5°C reduction below optimal range. Practical operation in cold climates requires either wastewater heating or design modifications that compensate for reduced reaction kinetics. Industrial applications with warm process wastewaters can maintain adequate temperature through insulation alone, while municipal applications in cold regions typically require supplemental heating to maintain effective treatment, particularly during winter months. Advanced variations including EGSB and IC reactors perform better at reduced temperatures through enhanced hydraulic mixing, achieving acceptable treatment at temperatures 3-5°C lower than conventional UASB systems.
Successful cold-climate implementations typically incorporate multiple strategies including reactor insulation, influent preheating using recovered biogas energy, and modified operational parameters including reduced loading rates and extended HRTs during colder periods. These measures maintain adequate treatment performance despite suboptimal temperature conditions, though typically with reduced overall efficiency compared to mesophilic operation. For consistently cold applications where heating remains impractical, alternative anaerobic technologies including anaerobic filters or membrane bioreactors may provide better performance despite higher complexity and capital costs.
What's the typical biogas yield from a UASB system?
Typical biogas yield from well-operated UASB systems ranges from 0.3-0.4 m³ per kg COD removed, with methane content of 65-75% depending on wastewater composition. This translates to approximately 0.2-0.28 m³ methane per kg COD removed, representing 56-80% of the theoretical maximum yield (0.35 m³ CH₄/kg COD). Carbohydrate-rich wastewaters typically achieve the higher end of this range, while protein or lipid-dominant streams may produce slightly lower yields due to alternative electron sinks including sulfate reduction or incorporation into biomass. The energy value of this biogas typically ranges from 6-7 kWh/m³, providing significant potential for energy recovery through direct combustion, electricity generation, or biomethane production.
Actual energy recovery from biogas depends on utilization pathway and system efficiency. Combined heat and power systems typically achieve 30-42% electrical efficiency and 40-45% thermal efficiency, with larger installations generally achieving higher efficiency than smaller units. Direct boiler combustion provides the highest overall energy efficiency (80-90%) but limits utilization to thermal applications. Biomethane upgrading for vehicle fuel or grid injection achieves 95-99% methane recovery but requires additional processing equipment and energy input. Economic optimization of biogas utilization depends on facility energy requirements, available incentives, and local energy costs, with most industrial applications favoring combined heat and power systems that provide both electrical and thermal energy for facility operations.
How do maintenance requirements compare to conventional treatment systems?
UASB systems generally require less routine maintenance than conventional aerobic treatment processes due to simplified mechanical systems and reduced sludge handling requirements. The absence of aeration equipment, which typically represents the highest maintenance component of activated sludge systems, significantly reduces mechanical maintenance burden. Well-designed UASB installations operating within appropriate parameters typically require 15-20 hours of operator attention per week for a medium-sized industrial application (1,000-2,000 m³/day), compared to 40-60 hours for equivalent activated sludge systems. This reduced requirement stems from both simplified treatment processes and extended intervals between major maintenance activities, particularly sludge wasting which typically occurs at monthly or quarterly intervals rather than daily for aerobic systems.
The maintenance focus for UASB systems differs substantially from conventional processes, with greater emphasis on monitoring biological indicators and less on mechanical equipment servicing. Routine maintenance concentrates on biogas handling systems, influent distribution inspection, and periodic sludge bed profiling to assess granule health. Advanced monitoring systems reduce daily operator involvement through automated data collection and alarm generation for parameters outside normal ranges. While requiring less frequent attention, UASB systems demand specialized knowledge regarding anaerobic processes and granular sludge management, necessitating appropriate operator training and occasional expert consultation for optimization or troubleshooting complex issues.
The UASB reactor is a type of anaerobic digester that is used for treating wastewater. It is particularly effective for industrial wastewater treatment due to its ability to handle high organic loads. The process involves the breakdown of organic matter by anaerobic bacteria, which results in the production of biogas. This biogas can be captured and used as a source of renewable energy. The UASB reactor design allows for the efficient separation of solids and liquids, making it a popular choice in the field of anaerobic digestion in wastewater treatment.



