
In this article, learn about the Biogas Plant Grit Removal Systems needed to extract digester grit and silt from Anaerobic Digestion (AD) Plant reactor tanks.
Key Takeaways: Biogas Plant Grit Removal Systems
The Problem
- All biogas feedstocks contain grit, silt, sand, and stones to varying degrees
- Most existing biogas plants lack adequate grit removal systems
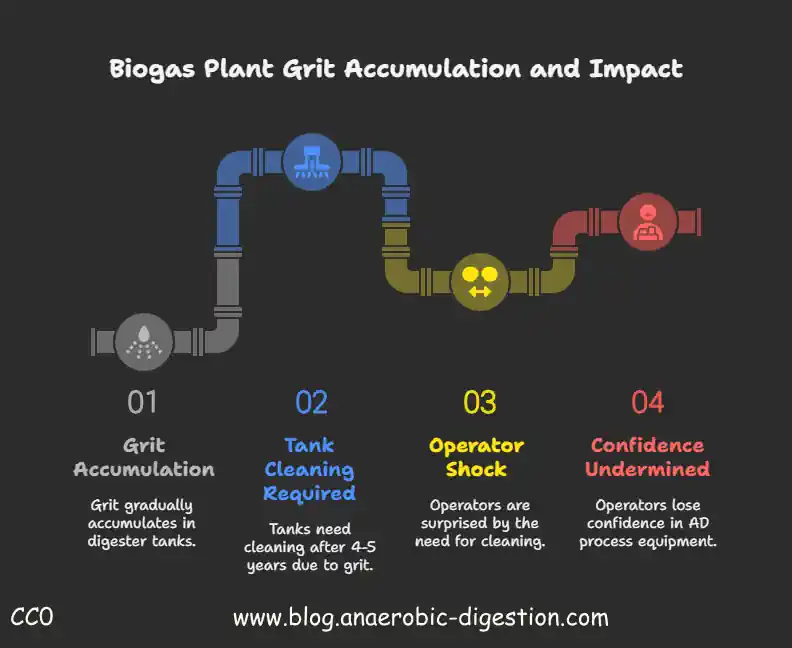
- Tanks may need a complete shutdown and cleaning after just 4-5 years
- Grit accumulation reduces biogas output and increases operating costs
Financial Impact
- Tank shutdowns require weeks of downtime with zero revenue generation
- Cleaning costs far exceed the investment in proper grit removal systems
- Progressive efficiency losses harm plant economics over time
Solution Options
- Upstream removal: Prevent grit from entering digesters (ideal for new plants)
- In-tank systems: Continuous removal during operation (best for existing plants)
- Fre-Energy's patented technology: Rotating arm system removes all inorganic contaminants
- Twister Seditank: Combined grit and plastic removal with a small footprint
Technology Benefits
- Continuous operation: No shutdowns needed for cleaning
- Handles multiple contaminants: Grit, sand, plastic, glass, metal
- Low energy consumption: Modern systems require minimal power
- Environmental benefits: 90% BOD reduction, 80% less odor in digestate
Implementation Strategy
- New plants: Design grit removal from the beginning
- Existing plants: Install in-tank systems before shutdown becomes necessary
- High-grit feedstocks: Require more robust removal capabilities
- Investment in grit removal pays for itself through avoided downtime
Why Biogas Plants Need Grit Removal
Currently, the great majority of commercial biogas plants installed globally are CSTR (Continuously Stirred Tank Reactor) type anaerobic digestion plants. When first commissioned most of them were built without any pre-treatment to remove unwanted materials, including grit.
They are usually in the region of 5 metres deep and cannot be accessed from above easily due to the biogas storage membranes on their roofs.
That would not matter if they were equipped in some way to allow heavy inert materials to be extracted from the bottom of digester tanks, but only a very few possess such a feature.
Unfortunately, as all biogas plant operators discover ultimately, the “dreaded grit” (also silt, sand, and even stones) is present to a greater or lesser degree in all feedstocks. Farmyard slurries would logically contain the most and the least, by assumption, would be present in out-of-date packages of food waste and fish waste.
Worst-case case digester tanks have needed emptying and cleaning out after no more than 4 to 5 years of operation. For many newcomer AD plant operators, this came as a shock and caused a severe loss of their confidence in the viability of their AD process equipment.
Traditional Biogas Plants Lack Pretreatment for Grit Removal
Even with a well-designed and efficient mixing system installed, grit silt, and sand will not be more than partially drawn off in the digestate output flow. The result is a growing accumulation sitting on the tank bottom, and worse as, this material may compact and solidify over a period of time.
In hindsight, that this occurs might seem unremarkable in an industry based upon using biowaste, at best collected from fields or lifted from storage. Crop residue will include entrained dirt, and many wastes will have been stored on open ground, providing every opportunity for soil, grit, sand and silt to be present.
Yet, few biogas plants have adequate means to stop silt, sand and grit accumulation in tanks, with all the problems it causes.
Grit Removal from Digester Output (Digestate)
The only grit removal routinely applied for many biogas plants takes place in equipment downstream of the digester, to the digestate as it leaves the tank.
For example, in the Boerger Bioselect range of separators. In these, a filter is used to separate thick and thin phases (fibrous/ solids, including grit, from the liquid portion), allowing the liquid (natural fertiliser) to be stored in tanks for subsequent application to crops as a natural fertiliser.

Options for De-gritting (Grit Removal) Upstream of Digester Tanks
It's clear that it would be preferable to stop inert materials, including grit ever entering the digester (reactor) tanks in the first place. But a range of reliable products to do this has been lacking.
That soon may change as the biogas industry matures, and as innovative new biogas separation products like the “Twister Seditank” gain market acceptance.

However, with AD plant numbers now rising to nearly 900 in the UK, most still lack any means to remove grit before it enters the digester tanks, and have no way to get it out while the plant is operational.
That's unfortunate, but the situation is that not only is pretreatment to remove grit lacking, so is the removal of plastics.
Plastic buildup in a digester (including bits of plastic film) is very nearly as serious as inert-mineral buildup. It adds volume, displacing the much-needed fermentation organisms which make biogas, and it adds to viscosity.
The water treatment industry has been removing grit and all manner of other troublesome materials and artefacts upstream of all sewage works for more than 100 years. Without the pretreatment for grit separation of the sort already used by water utilities, sewage works would clog up and cease to function.
It's no different for any biogas vessel. It is inevitable that silt accumulates in the deep (circa 5 m depth) CSTRs in use today, which lack any means to remove it on a regular basis.
“Grit build-up causes biogas output inefficiency even before AD plants are shut-down for cleaning.”
With ordinary AD technology, these solids cause the shutdown of the plant for periodic removal of non-digestible material. Not only that, the grit builds up gradually, progressively reducing the volume of actively fermenting materials in the digester.
Inevitably, viscosity rises, mixing becomes less effective, and energy and fertiliser output deteriorate, harming overall plant economics.
Tank Shut Downs for Cleaning Out Are Expensive
The periodic removal of inert material accumulation is a very costly and inconvenient process. If not handled carefully, it can cause odour and water pollution if the digester substrate is spilt.
It requires shutting down the anaerobic digester tanks and removing all the gas and liquid content from the tanks. Furthermore, after the removal process is complete, restarting the anaerobic digesters to reach full output requires considerable time for the fermentation organisms to regrow and re-establish themselves.
The whole clean-out process usually requires weeks of downtime, leading to significant operational and economic disadvantages.
The obvious best solution is for AD plant designers to install upstream grit removal equipment. But, until that happens, the only solution is in-tank grit removal.
In-tank Grit Removal Systems
Solids from the bottom of the tanks may be continuously removed using an effective in-tank grit removal system, which scrapes, flushes or sucks the offending materials out for disposal. As a result, the digesters would be able to operate continuously and without interruption of optimum biogas output.
The need to shut down and manually clean the tanks would be eliminated. But very few CSTRs, and practically no lagoon-type digesters, have this capability built in.
There will be more systems that feature in-tank grit removal than we can report here. That's because some Design and Build (Turnkey) AD Plant Installation (EPC) Contractors consider their AD designs to be commercially sensitive information. That's due to worries about giving away their secrets. And they choose not to publicise features of this sort.
One exception is Fre-Energy, and they have always been open about their in-tank degritting system. In fact, scroll down this page and you will find the article we published in 2017, which explains their grit removal system.
Fre-Energy plants include the patented MURCOTT Advanced De-Gritting Technology here. It comprises a rotating arm just above the digester floor, which pushes the material out to a point where it is pumped away for disposal.
On their website, Fre-Energy says:
“… it is the only system in the world that can continuously remove grit, sand, ash, soil, glass, metal and any other inorganic contaminants from the tank. In an ideal world, these materials would not be allowed to enter the process but in the real world they inevitably do.”
Biogas plant grit removal system extracts digester grit and silt from AD plants. Ever since the first of the current generation of anaerobic digestion plants was commissioned over 15 years ago, a recurrent problem has been the gradual accumulation of inert materials in digester tanks.
Upstream Grit Removal from AD Plant Feedstock
Grit removal from AD Plant feedstock before it enters the AD process introduces additional operational and maintenance costs, but these are by far outweighed by the costs of not removing grit and other unwanted solids.
The innovative Twister Seditank system for the removal of biogas plant feedstock grit and plastics has been specially designed with the issue of cost in mind. Not only must separation be complete, but the equipment also:
- Requires only a small footprint on the site
- produces a clean plastic output with the aim being that the baled plastics will be clean enough to be sold as recyclable plastic and have a positive market value.
The Twister Seditank is a combined process that removes both plastic and grit. The organics from the depackager are introduced into the Seditank-Plastifloat stage by pump or by conveyor.
The grit settles and is removed by the conveyor, followed by the floatate, which is periodically removed automatically by a valve. Plastic film is forcibly ejected by air.
Start of sponsored Post (First Published February 2017):
Keeping the Deadly Grit Out! A Biogas System With Built-in Grit Removal
Ever since the first of the current generation of anaerobic digestion plants was commissioned over 15 years ago, a recurrent problem has been the gradual accumulation of inert materials in digester tanks. If it gets into digesters, it reduces the reactive volume and gradually builds up over time, reducing biogas plant efficiency.
For some biogas plant operators, the only solution has been to pump out their tanks and start again. Doing that means a lot of wasted time and revenue. It takes time to remove large quantities of silt, sand, and grit and re-commission AD plants.
This represents a lot of lost biogas production, apart from the cost of the work, and disruption caused to activities on the farm.
That's why we were delighted to be able to publish such good news from Fre-Energy! Read on to find out how Fre-energy solved the Biogas Plant Grit removal problem in their biogas plants.
Fre-Energy’s “Next Generation” Biogas System
Describing your highly innovative technology as ‘a slurry tank with a lid on’ is unlikely to win any marketing awards, but with nine successful farm-based AD plants in the UK and a new worldwide patent, Fre-energy’s simple grit-removal system could make their Biogas Plant Grit Removal technology the must-have agricultural installation.
Fre-Energy is achieving something unique in the anaerobic digestion and biogas industry by implementing what can rightfully be called “next generation” agriculture. They are doing this with their unique patented grit and other inert solids removal technology, and successfully combining that with Landia's already well-established pumping, mixing and pasteurisation systems, as follows:
1. Fre-Energy's Patented Biogas Plant Grit Removal Technology Prevents the Accumulation of Silt, Sand, Grit, Etc
Since the development of new Biogas Plant Grit Removal technology by Fre-Energy, grit, sand, ash, soil, glass, metal, and other inorganic contaminants from the tank do not enter the process at Fre-Energy's biogas plants.
This has proved especially advantageous when using chicken litter as a feedstock, which typically has very high levels of grit. The capability to extract grit and silt also extends to root crops, food waste, slurry from cattle bedded on ash, sand and other high grit inputs.
In short, there is never a need to stop the digester to empty it. No downtime. No loss of heat or power for use on the farm and export to the grid. And, importantly, no health and safety risks are associated with the opening of the tank when you don't need to open it up to carry out grit and sediment cleaning.
2. Landia’s Pasteurizer and Mixers Help as Well
In this article, we also describe the role of Landia's equipment at Fre-Energy's anaerobic digestion plants.
Biogas Plant Grit Removal Brings True Sustainability – Not Big Numbers and Yet…
Big numbers tend to dominate renewables headlines, with seemingly the more Megawatts being generated, the better? – But you won’t find Fre-energy’s name in those news-grabbing figures.
Instead, for Welsh organic dairy farmer Richard Tomlinson, his goal when seeking to introduce AD to generate all of his heating and electricity was to complement his farm’s organic milk production, not to create a rural power station. He sought true sustainability.
Under the umbrella of Fre-energy (Farm Renewable Environmental Energy), Richard’s closing of the loop comes in the shape of nine extremely efficient AD plants that support the core business of farming. In addition to the company’s de-gritting technology are the highly reliable Landia pasteurisation and pumping equipment it has invested in.
Combined with dynamic organic waste management and a very efficient slurry management system, the results make a very convincing case for any dairy farmer with over 300 cows to introduce an AD plant as the key to sustaining their business, particularly in rural settings.
In the international market, with so many small farms working together with a centralised AD plant, the Fre-energy model with its very low energy usage is hard to beat.
Fre-energy’s Technical Director, Chris Morris, said:
“In the UK, FiTs (Feed-in-Tariffs) subsidy scheme is not our driver. We see the electricity, heat and fertiliser we produce as natural fit by-products that whilst not making headline figures, are now an integral part of our sustainable business”.
At Lodge Farm in Wrexham, Wales, the first of the nine Fre Energy sites, a new separate lagoon was constructed within the larger storage lagoon in order to store the slurry and pump it underground to the digester half a mile away on a fortnightly basis.
This not only ensured that slurry would be delivered to the digester as fresh as possible but also provided a clean and convenient solution, rather than transporting the slurry across the land or by road.
In the reception pits at Lodge Farm, two Landia long shaft chopper pumps (7.5kW) with integral mixing nozzles chop and blend the tank’s contents; initially processing 25 tonnes of slurry per day from the organic dairy herd, as well as chicken litter (6 tonnes per day) before pumping the liquid into the 1000m3 digester. Each Landia pump is designed with a knife system that prevents breakdowns by being able to deal with higher dry matter content, such as straw, commonly found in liquid manure.
Fre-energy's Lodge Farm Digester Case Study
Lodge Farm Digester Accepts Food Waste
In 2015, Lodge Farm became a licensed food waste site. Now, in addition to the farm waste, materials from local food manufacturers and a nearby hotel are first treated by a 5m3 Landia pasteurizer (hygienisation unit) tank that conforms with ABP (animal by-products) regulations.
Designed with an integral heating jacket and an externally mounted side-entry propeller mixer and chopper pump to reduce particle sizes, the pasteuriser heats the liquid to the required 72 degrees for one-hour batch processes.
There are no moving parts inside the pasteuriser, so there is no need to enter the tank to carry out maintenance. There is also a 7.5kW Landia submersible mixer (300rpm) in Fre Energy’s post-digestion store.
“Despite the high dry matter content, the Landia equipment works very well”, added Fre-energy’s Chris Morris. “It’s simple, modular and it does the job, especially the ABP-approved pasteurizer, which is recognised by Natural Resource Wales and State Vet as a quality piece of kit. We like the side-entry mixer because it is both the manway and the mixer, reducing costs because only one aperture is required, rather than two.”
“None of the Landia equipment requires intervention from us. It passes the test every time and very much fits in with what we do. Our AD process with our patented de-gritting system is also low on energy use. Our digester is mixed using less than 7kW of pump capacity – running at only 30% duty – so only 2kW of mixing energy is required for our 1000m3 digester”.
He continued:
“I also like the fact that Landia are a long way removed from pump salesmen who’d worry about getting their shoes covered in mud at a farm. Landia understand what we and farming are about – and when necessary won’t hesitate to roll up their sleeves to help us”.
Based on the results in Wrexham, Landia’s pumps and mixers now feature strongly in Fre-energy’s nine-strong and expanding network of successful farm-based AD plants.
Non-headline Energy generation Numbers That Work for Fre-Energy
Lodge Farm’s small-scale, non-headline but totally consistent energy generation is 160kW of electricity and 200kW of heat.
Approximately 30kW of electricity is used on-site to power the engineering business, the Fre-energy office and the farmhouse, whilst around 60kW of heat is used to heat the cow slurry and chicken litter in the digester up to 40°C.
The rest is used to heat the house and office, with surplus electricity exported to the National Grid.
Lodge Farm Produces Top Quality Digestate
Top-quality digestate is also a fundamental part of the Lodge Farm ethos. The digestate goes through a separator and is then stored in a lagoon (that has a 6-month storage capacity) before being spread onto grassland.
The solid digestate, which contains a higher proportion of phosphate and potash, is transported by road to land used for growing winter crops to feed the dairy herd.
Trials conducted by Bangor University have demonstrated that the BOD (biological oxygen demand) of the digestate is reduced by up to 90%, representing a substantial benefit to the environment. It also has around 80% less odour than typical cow slurry, thus making the spreading of manure far more socially acceptable.
Lodge Farm Case Study Conclusion
Kilowatts might not make the same eye-catching headlines as Megawatts, but the simple yet highly effective biogas plant grit removal solutions applied are a true next-generation form of agriculture that sets a great example.
For more information about the Grit Removal System referred to above, visit the www.fre-energy.co.uk website here.
End of sponsored Post (First Published February 2017)
For more information about Landia long shaft chopper pumps, the Landia submersible mixer, and Landia's pasteurizer (hygienisation) units, visit Landia's website here.
Frequently Asked Questions: Biogas Plant Grit Removal Systems
1.
Why do biogas plants need grit removal systems?
2.
What problems does grit accumulation cause in biogas plants?
3.
How are traditional biogas plants affected by a lack of grit removal?
4.
What are the costs associated with tank shutdowns for grit cleaning?
5.
What options exist for upstream grit removal before digester tanks?
6.
How do in-tank grit removal systems work?
7.
What is Fre-Energy's patented grit removal technology?
8.
What materials can biogas plant grit removal systems handle?
9.
What is the Twister Seditank system?
10.
How does grit removal affect biogas plant economics?
11.
What role does pasteurisation play alongside grit removal?
12.
What are the environmental benefits of effective grit removal systems?
[Previous update 29 October 2021. June 2025 Key Takeways and FAQs added.]




Useful life of biogas plant In calculating the depreciation, the economic life-span of plants can be taken as 15 years, provided maintenance and repair are carried out regularly.
Himark BioGas International has announced the issuance to it by the South African Patents Office of a patent that covers a grit removal system for anaerobic digester tanks.
Please do you have advice on where we can get rid of our digester clear out silt/ muck? We have nowhere we can spread it.